

JUSTIFICACIÓN
ESTADÍSTICA DE SEIS
SIGMA














Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity

Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium

Prepara tus exámenes
Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity
Prepara tus exámenes con los documentos que comparten otros estudiantes como tú en Docsity
Los mejores documentos en venta realizados por estudiantes que han terminado sus estudios
Estudia con lecciones y exámenes resueltos basados en los programas académicos de las mejores universidades
Responde a preguntas de exámenes reales y pon a prueba tu preparación
Consigue puntos base para descargar
Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium
Comunidad
Pide ayuda a la comunidad y resuelve tus dudas de estudio
Descubre las mejores universidades de tu país según los usuarios de Docsity
Ebooks gratuitos
Descarga nuestras guías gratuitas sobre técnicas de estudio, métodos para controlar la ansiedad y consejos para la tesis preparadas por los tutores de Docsity
Justificación estadística de 6 sigma
Tipo: Apuntes
1 / 22

Esta página no es visible en la vista previa
¡No te pierdas las partes importantes!
EXPLICACIÓN PREVIA PROCESO CENTRADO Y NO CENTRADO
EJEMPLO PARA UN PROCESO CENTRADO Y ASUMIENDO DISTRIBUCIÓN NORMAL CON BASE EN EL TEOREMA DE LÍMITE CENTRAL
Ir a f(x) Ir a “Estadísticas” y elegir “Distr.Norm.N Para probabilidades acumuladas inferiores teclear directamente los datos y se obtiene la probabilidad para valores ≤ X Para probabilidades acumuladas superiores, previamente Diseñar la fórmula y luego teclear los datos y se obtiene la probabilidad para valores ≥ X. Misma que se observa en la parte: “Resultado de la Fórmula”.
LIE = 30 LSE = 90 VN = 60 LIP = 37.5 LSP = 82. X Voz del cliente Voz del proceso Voz del cliente: VN = 60 mm Tolerancia = ± 30 mm LSE = 60 mm + 30 mm = 90 mm LIE = 60 mm – 30 mm = 30 mmm Voz del proceso: = 60 mm = 7. 5 mm LSP = + 3 = 60 mm + 3 ( 7. 5 mm) = 82. 5 mm
X
Pob / proc n ≥ Muestra / hoja de registro X
X
= 60
2 P(d) = P ( d 1 ) + P (d 2 ) P(d) = P ( X 1 ≥ 90/ = 60 / = 7.5 ) + P (X 2 ≤ 30/ = 60 / = 7.5 ) = P(d) = 0.0000316712 + 0.0000316712 = 0. Para transformar a Partes por Millón (PPM) se multiplica por un millón PPM = 0.0000633424 (1000000) PPM = 63.3 63 Al tomar una pieza de forma aleatoria del proceso, la probabilidad de que resulte defectuosa se expresa de la siguiente forma:
CÁLCULO DEL Cp
90 − 30 6 ( 7. 5 )
60 45 Cp = 1. 33
LSE = 90 LIE = 30 VN = 60 LIP = 45 Voz del cliente Voz del proceso Voz del cliente: VN = 60 mm Tolerancia = ± 30 mm LSE = 60 mm + 30 mm = 90 mm LIE = 60 mm – 30 mm = 30 mmm Voz del proceso: = 60 + 1. 5 ( 10 ) = 75 LSP = + 3 = 75 mm + 3 ( 10 mm) = 105 mm LIE = - 3 = 75 mm – 3 ( 10 mm) = 45 mm
Pob / proc n ≥ Muestra / hoja de registro X
2 P(d) = P ( d 1 ) + P (d 2 ) P(d) = P ( X 1 ≥ 90/ = 75 / = 10 ) + P (X 2 ≤ 30/ = 75 / = 10 ) = P(d) = 0.00000339767 + 0.066807201 = 0. Para transformar a Partes por Millón (PPM) se multiplica por un millón PPM = 0.0668105986 (1000000) PPM = 66810.5986 66810 Al tomar una pieza de forma aleatoria del proceso, la probabilidad de que resulte defectuosa se expresa de la siguiente forma:
CÁLCULO DEL Cpk Cpk = min { 90 − 75 3 ( 10 )
75 − 30 3 ( 10 )
Cpk Min ( Cpu , Cpl ) X = 75 1.5 3 , 3 min LSE X X LIE C (^) pk
LSP = 105
CAPACIDAD DEL PROCESO
De manera práctica: Es la relación entre la voz del cliente y la voz del proceso Índice de Capacidad = Voz del cliente Voz del proceso Voz del cliente: Especificaciones Voz del proceso: Límites del proceso ÍNDICE DE CAPACIDAD
ÍNDICE DE CAPACIDAD C
La definición de Cp no considera la localización de la media del proceso, su cálculo representa la relación entre dos intervalos: el de las especificaciones (LSE-LIE) y el de la variación inherente del proceso en un rango de 6 . Este índice se usa cuando la media del proceso y el valor nominal son estadísticamente iguales.
6 σ LSE LIE C p
EJEMPLO 6 3 3 Especificaciones
- 3 + 3 LIP = 15 LIE=16 LSE = 20 LSP = 21
ÍNDICE DE CAPACIDAD REAL C
La definición de Cpk considera la localización del proceso y correcto medir la capacidad de un proceso cuando la media de éste y el valor nominal son estadísticamente diferentes (fuera de centro). Se asume una distribución normal (Teorema de Límite Central) de los estimadores de la media y desviación estándar del proceso. Como el proceso no está centrado, el desempeño en la cola superior e inferior son diferentes. En este caso se calcula desempeño a cada lado y se declara como Cpk el menor de ellos. Desplazamiento de la media LIE VN = LSE Valor nominal Voz del cliente LIP (^) X LSP Voz del proceso
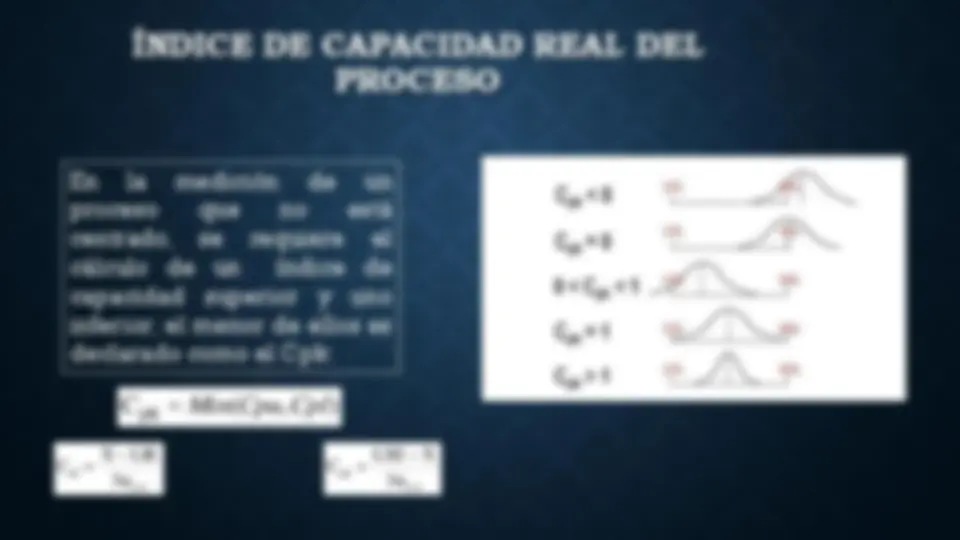
ÍNDICE DE CAPACIDAD REAL DEL PROCESO C ( , ) pk Min Cpu Cpl
En la medición de un proceso que no está centrado, se requiere el cálculo de un índice de capacidad superior y uno inferior; el menor de ellos es declarado como el Cpk: